GMP Factory Tour
Global Manufacturing Facility & GMP Compliance


Water is the foundational active carrier in our high-performance formulations. To ensure absolute compliance with FDA Cosmetic GMP and ISO 22716 guidelines, our Foshan facility utilizes a closed-loop, ultra-pure water system. This guarantees perfect batch-to-batch consistency and zero-parts-per-million (0 PPM) biological contamination.

Engineered for global scalability. Our massive, stainless-steel vacuum compounding tanks utilize high-shear homogenization to ensure perfect ingredient dispersion and absolute batch-to-batch consistency for complex biomimetic formulas.
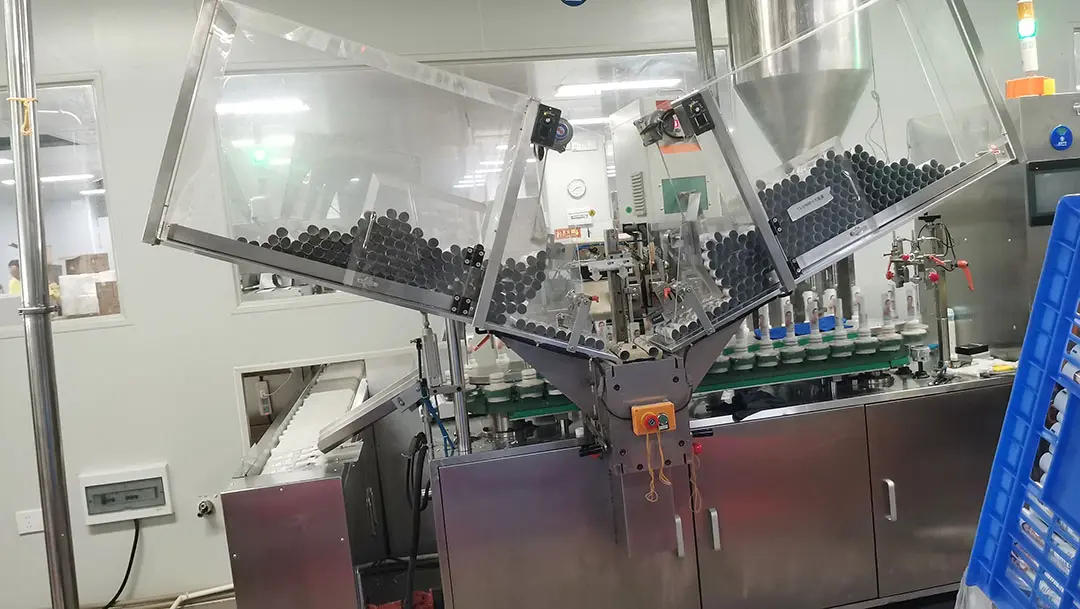
Precision dosing at enterprise speed. Our automated filling machinery operates under strict clean-room protocols, ensuring zero cross-contamination while maintaining rapid output capabilities for high-volume, multi-national rollouts.

The ultimate quality control checkpoint. Featuring ultra-glossy epoxy floors and bright LED lighting, this expansive, dust-free GMP environment is dedicated to final secondary packaging, detailed manual inspection, and exact carton sealing before export.

The birthplace of Category 9 and Category 10 oral care. This dedicated clinical space is where our senior chemists develop bespoke flavor profiles, conduct strict stability stress-testing, and engineer your proprietary active formulations.

Supporting our 6-stage purification process, this massive, closed-loop stainless steel storage infrastructure guarantees we can maintain zero-parts-per-million (0 PPM) contamination while executing high-volume, global-scale production runs without delay.

We operate on elite Just-In-Time (JIT) manufacturing principles. Because finished goods are dispatched to export ports rapidly, this strictly fire-alarm-monitored sector is dedicated entirely to the safe staging of your custom cartons and raw packaging materials prior to assembly.
To guarantee absolute legal safety and frictionless international export, our Foshan manufacturing campus is fully audited and certified by SGS—the world's leading inspection, verification, testing, and certification company. We operate strictly under internationally recognized cosmetic and clinical guidelines, ensuring your brand is protected at every regulatory checkpoint.
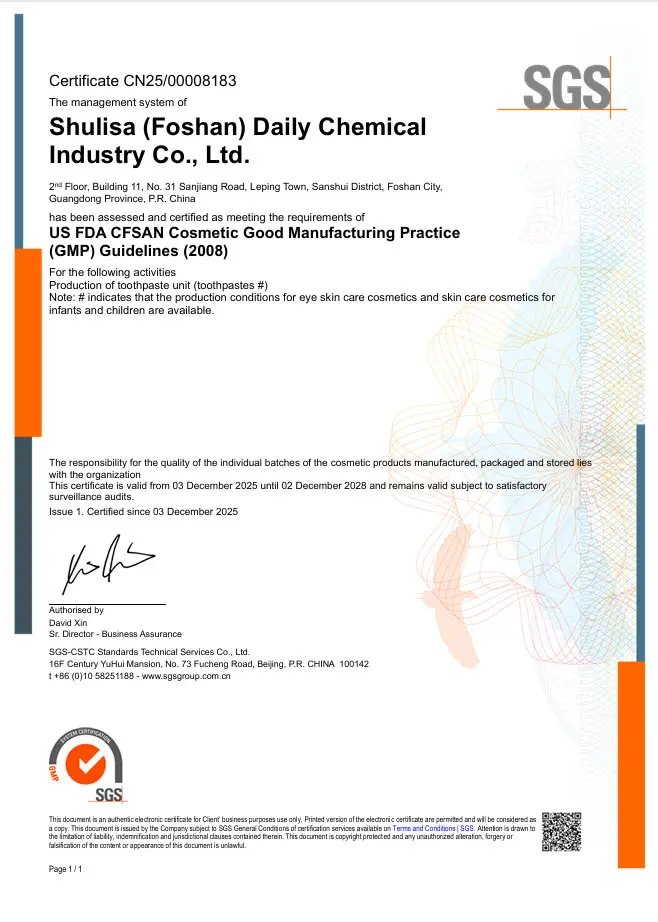
Certified adherence to the United States Food and Drug Administration's Good Manufacturing Practice guidelines. This ensures absolute facility hygiene, raw material traceability, and biological safety for North American and global market distribution.
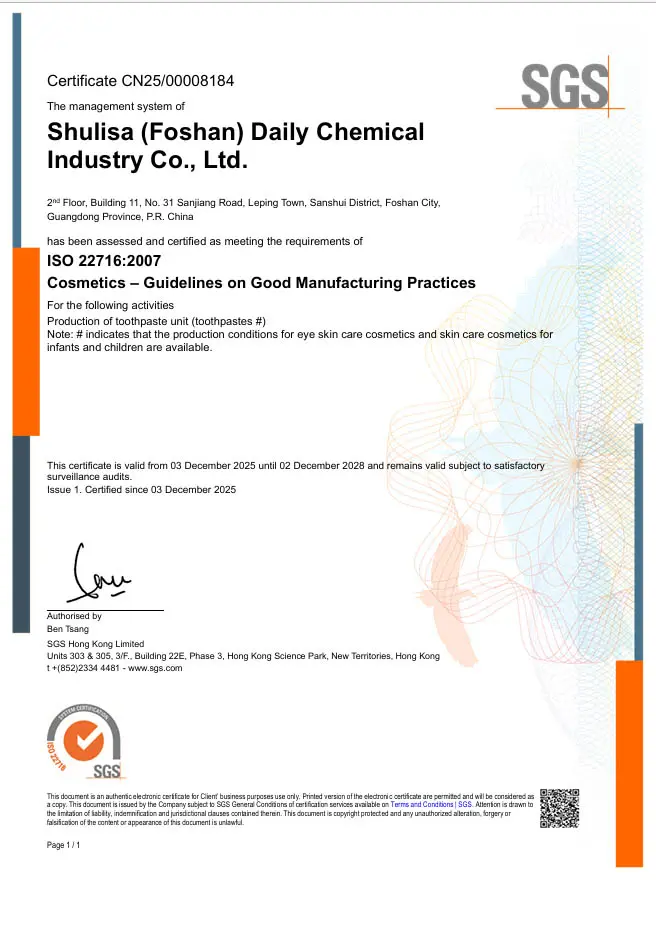
Internationally verified adherence to strict quality control, production, storage, and shipment protocols, ensuring frictionless customs clearance across the European Union, the Middle East, and Asia-Pacific.
MBK Clinical serves as the dedicated biomimetic R&D laboratory operating directly within the massive Shulisa manufacturing campus. Backed by 10 years of large-scale OEM heritage, our in-house clinical team engineers your custom formulations, which are then seamlessly mass-produced on Shulisa’s expansive, fully automated factory floor.
A sprawling, fully integrated manufacturing ecosystem.
Pharmaceutical-grade air and dust-free quality control.
End-to-end robotic control, from precision multi-format compound filling (engineered for high-viscosity pastes, clinical serums,clinical liquids, and powders) to final carton sealing.
Enterprise-level volume capabilities to support rapid, multi-national retail rollouts without supply chain bottleneck.